



०१ अ म्हणजे कायवेल्डेड जोड
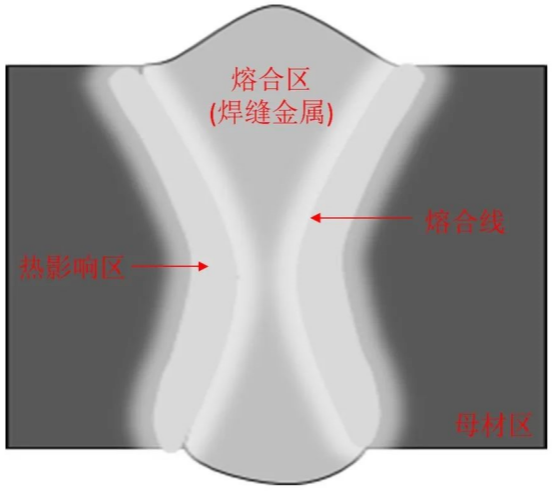
वेल्डेड जोड म्हणजे असा सांधा जिथे दोन किंवा अधिक कामाचे तुकडे वेल्डिंगद्वारे जोडलेले असतात. फ्यूजन वेल्डिंगचा वेल्डेड जोड हा उच्च-तापमानाच्या उष्णता स्रोतामधून स्थानिक उष्णता देऊन तयार होतो. आकृतीत दाखवल्याप्रमाणे, वेल्डेड जोडामध्ये फ्यूजन झोन (वेल्ड झोन), फ्यूजन लाइन, उष्णतेने प्रभावित क्षेत्र आणि मूळ धातू क्षेत्र यांचा समावेश असतो.
०२ गुदद्वार सांधा म्हणजे काय?
सामान्यतः वापरली जाणारी वेल्डिंग रचना म्हणजे असा सांधा, जिथे दोन एकमेकांशी जोडलेले भाग एकाच प्रतलात किंवा सांध्याच्या मध्यभागी असलेल्या कमानीत वेल्ड केले जातात. एकसमान उष्णता, एकसमान बल आणि वेल्डिंगच्या गुणवत्तेची सहज खात्री करणे ही याची वैशिष्ट्ये आहेत.
०३ अ म्हणजे कायवेल्डिंग ग्रूव्ह
वेल्डिंग केलेल्या सांध्यांची खोली आणि गुणवत्ता सुनिश्चित करण्यासाठी, तसेच वेल्डिंगमुळे होणारे विरूपण कमी करण्यासाठी, वेल्डिंग करण्यापूर्वी वेल्ड करायच्या भागांच्या सांध्यांवर सामान्यतः विविध आकारांमध्ये पूर्व-प्रक्रिया केली जाते. वेगवेगळ्या वेल्डिंग पद्धती आणि वेल्डमेंटच्या जाडीसाठी वेगवेगळे वेल्डिंग ग्रूव्ह योग्य असतात. आकृतीत दाखवल्याप्रमाणे, सामान्य ग्रूव्हच्या आकारांमध्ये I-आकाराचे, V-आकाराचे, U-आकाराचे, एकतर्फी V-आकाराचे इत्यादींचा समावेश होतो.
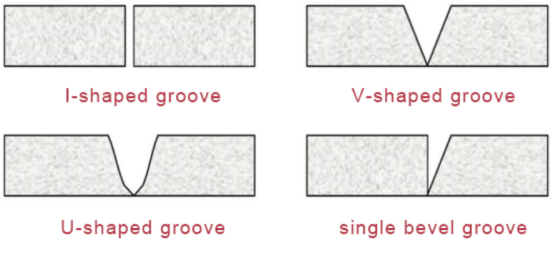
बट जॉइंट्सचे सामान्य ग्रूव्ह प्रकार
०४ बट जॉइंट ग्रूव्हच्या आकाराचा प्रभावलेझर आर्क कंपोझिट वेल्डिंग
वेल्ड करायच्या वर्कपीसची जाडी जसजशी वाढते, तसतसे मध्यम आणि जाड प्लेट्सचे एकतर्फी वेल्डिंग आणि दुतर्फा फॉर्मिंग (लेझर पॉवर <10 kW) करणे अधिक गुंतागुंतीचे होते. सामान्यतः, मध्यम आणि जाड प्लेट्सचे वेल्डिंग साध्य करण्यासाठी, योग्य ग्रूव्ह आकारांची रचना करणे किंवा विशिष्ट डॉकिंग गॅप्स राखून ठेवणे यासारख्या वेगवेगळ्या वेल्डिंग पद्धतींचा अवलंब करणे आवश्यक असते. तथापि, प्रत्यक्ष उत्पादन वेल्डिंगमध्ये, डॉकिंग गॅप्स राखून ठेवल्याने वेल्डिंग फिक्स्चरची अडचण वाढते. त्यामुळे, वेल्डिंग प्रक्रियेदरम्यान ग्रूव्हची रचना अत्यंत महत्त्वाची ठरते. जर ग्रूव्हची रचना योग्य नसेल, तर वेल्डिंगच्या स्थिरतेवर आणि कार्यक्षमतेवर प्रतिकूल परिणाम होतो आणि वेल्डिंगमधील दोषांचा धोकाही वाढतो.
(1) खाचेच्या आकाराचा वेल्ड सीमच्या गुणवत्तेवर थेट परिणाम होतो. योग्य खाचेच्या रचनेमुळे वेल्डिंग वायरचा धातू वेल्ड सीममध्ये पूर्णपणे भरला जाईल याची खात्री करता येते, ज्यामुळे वेल्डिंगमधील दोष कमी होतात.
(2) खाचेचा भौमितिक आकार उष्णता हस्तांतरणाच्या पद्धतीवर परिणाम करतो, ज्यामुळे उष्णतेला अधिक चांगल्या प्रकारे मार्गदर्शन करता येते, अधिक एकसमान तापवणे आणि थंड करणे साध्य करता येते, आणि औष्णिक विकृती आणि अवशिष्ट ताण टाळण्यास मदत होते.
(3) खोबणीचा आकार वेल्ड सीमच्या आडव्या छेदाच्या आकारविज्ञानावर परिणाम करेल आणि त्यामुळे वेल्ड सीमचे आडव्या छेदाचे आकारविज्ञान वेल्ड प्रवेश खोली आणि रुंदी यासारख्या विशिष्ट आवश्यकतांशी अधिक सुसंगत होईल.
(4) योग्य ग्रूव्ह आकारामुळे वेल्डिंगची स्थिरता सुधारता येते आणि वेल्डिंग प्रक्रियेदरम्यान होणारे स्प्लॅशिंग आणि अंडरकट दोष यांसारखे अस्थिर परिणाम कमी करता येतात.
आकृती ३ मध्ये दाखवल्याप्रमाणे, संशोधकांना असे आढळून आले आहे की लेझर आर्क कंपोझिट वेल्डिंग (लेझर पॉवर ४kW) वापरून दोन थरांमध्ये आणि दोन पासेसमध्ये खाच भरता येते, ज्यामुळे वेल्डिंगची कार्यक्षमता प्रभावीपणे सुधारते; तीन-स्तरीय लेझर आर्क कंपोझिट वेल्डिंग (लेझर पॉवर ६kW) वापरून २० मिमी जाडीच्या MnDR चे दोषरहित वेल्डिंग साध्य झाले; लेझर आर्क कंपोझिट वेल्डिंगचा वापर करून ३० मिमी जाडीच्या लो-कार्बन स्टीलचे अनेक थरांमध्ये आणि पासेसमध्ये वेल्डिंग करण्यात आले आणि वेल्ड केलेल्या जोडाची क्रॉस-सेक्शनल मॉर्फोलॉजी स्थिर आणि चांगली होती. याव्यतिरिक्त, संशोधकांना असे आढळून आले आहे की आयताकृती खाचांची रुंदी आणि Y-आकाराच्या खाचांचा कोन यांचा अवकाशीय मर्यादा प्रभावावर महत्त्वपूर्ण परिणाम होतो. जेव्हा आयताकृती खाचेची रुंदी असते≤४ मिमी आणि Y-आकाराच्या खाचेचा कोन आहे≤60 °आकृतीत दाखवल्याप्रमाणे, वेल्ड सीमच्या क्रॉस-सेक्शन मॉर्फोलॉजीमध्ये मध्यवर्ती तडे आणि बाजूच्या भिंतींवर खाचा दिसतात.
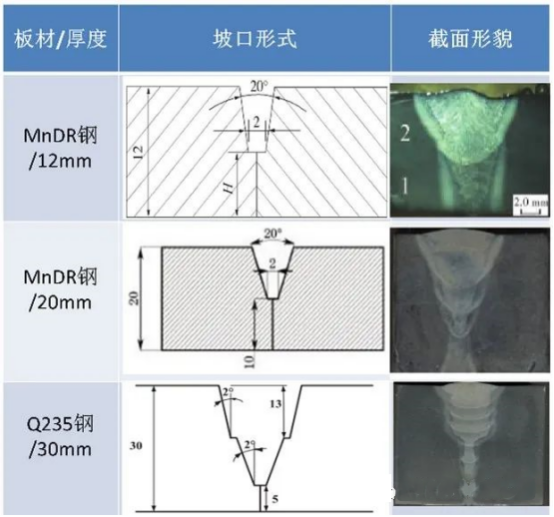
वेल्डच्या क्रॉस सेक्शन मॉर्फोलॉजीवर ग्रूव्ह फॉर्मचा प्रभाव
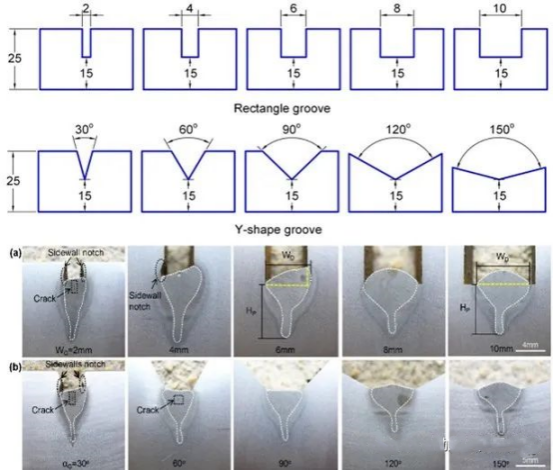
वेल्डच्या क्रॉस सेक्शन मॉर्फोलॉजीवर ग्रूव्हच्या रुंदी आणि कोनाचा प्रभाव
०५ सारांश
ग्रूव्हच्या आकाराची निवड करताना वेल्डिंग कामाच्या गरजा, सामग्रीची वैशिष्ट्ये आणि लेझर आर्क कंपोझिट वेल्डिंग प्रक्रियेची वैशिष्ट्ये यांचा सर्वसमावेशकपणे विचार करणे आवश्यक आहे. योग्य ग्रूव्ह डिझाइनमुळे वेल्डिंगची कार्यक्षमता सुधारते आणि वेल्डिंगमधील दोषांचा धोका कमी होतो. त्यामुळे, मध्यम आणि जाड प्लेट्सच्या लेझर आर्क कंपोझिट वेल्डिंगपूर्वी ग्रूव्हच्या आकाराची निवड आणि रचना हा एक महत्त्वाचा घटक आहे.
पोस्ट करण्याची वेळ: नोव्हेंबर-०८-२०२३











